
Introduction
Manufacturing plants operate in highly dynamic environments where production efficiency, worker safety, inventory management, and dispatch coordination must function without interruption. Modern factories are no longer limited to standalone CCTV setups. Today, industries require intelligent monitoring platforms that provide complete visibility across production lines, warehouses, utility zones, and dispatch areas.
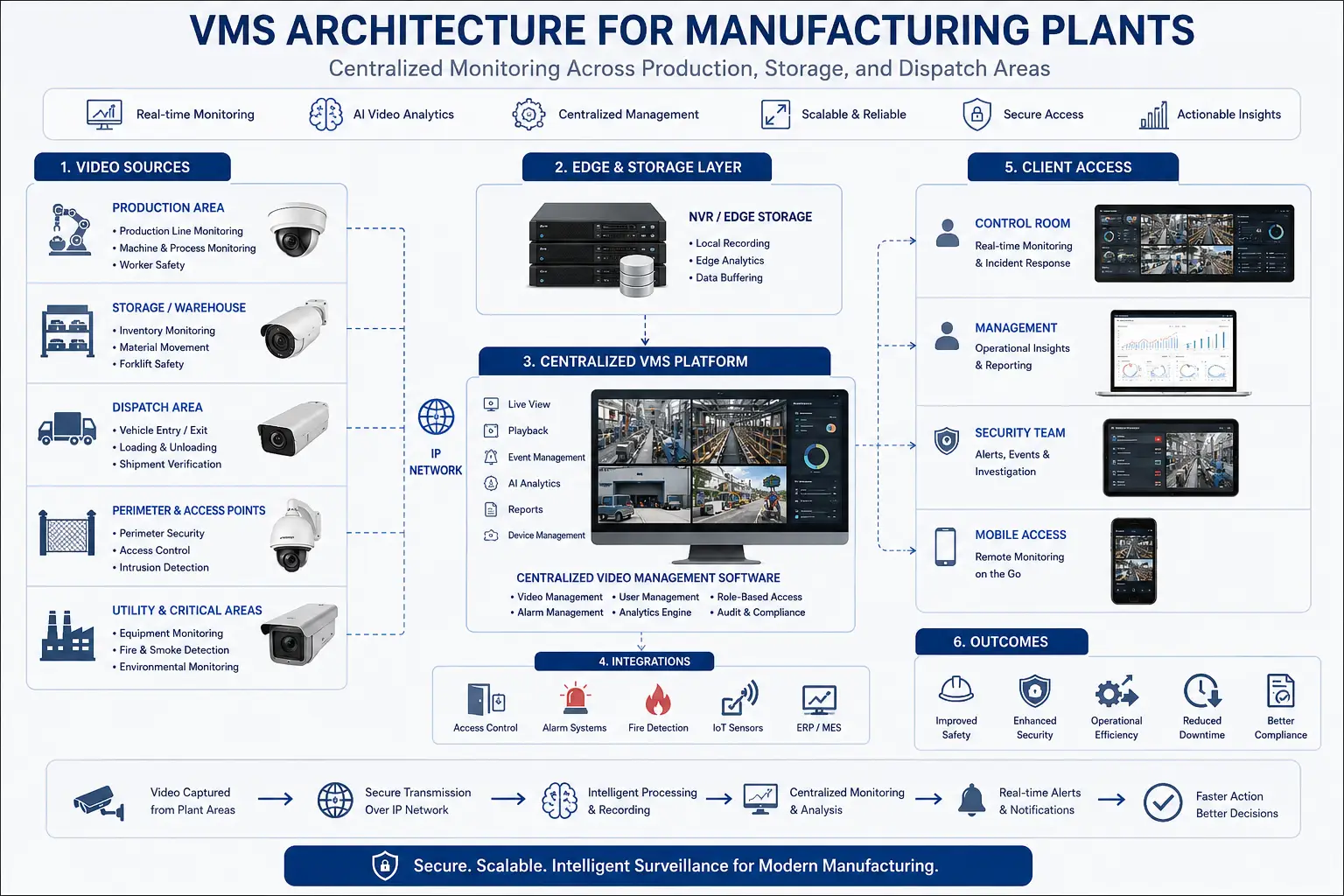
This is where Vedio Management System for Manufacturing Plants becomes essential.
A modern VMS enables manufacturers to centrally monitor and manage all camera feeds, recordings, alerts, and operational events from a single unified platform. Instead of relying on disconnected surveillance systems, manufacturing facilities can achieve centralized visibility across every operational department.
As industrial operations expand, security risks, operational blind spots, and monitoring complexity also increase. A well-designed VMS for Manufacturing Plants helps organizations strengthen surveillance, improve operational awareness, reduce downtime, and support faster decision-making across industrial environments.
Why Manufacturing Plants Need Centralized Video Monitoring
Manufacturing facilities consist of multiple operational zones, each with its own surveillance and monitoring challenges.
Production areas require process monitoring and worker safety oversight. Warehouses need inventory visibility and movement tracking. Dispatch sections require shipment verification and vehicle monitoring. Restricted zones must be protected against unauthorized access.
Without a Centralized Video Monitoring System, these operations often remain isolated, making investigations, incident response, and operational analysis difficult.
A centralized approach provides:
Unified monitoring across all plant areas
Faster incident detection and response
Better coordination between security and operations teams
Centralized recording and playback management
Improved compliance and audit tracking
Real-time operational visibility
By implementing VMS for Manufacturing Plants, organizations can transform conventional surveillance into a proactive operational intelligence system.
Centralized Monitoring Across Production Floors
Production lines are the core of every manufacturing facility. Any operational disruption, safety incident, or equipment failure can directly impact productivity and operational costs.
Using VMS for Manufacturing Plants, supervisors can monitor multiple production zones in real time through a centralized dashboard. High-definition camera feeds provide visibility into machine operations, worker movement, workflow processes, and production activities.
This improves production floor monitoring by helping teams:
Detect machine stoppages quickly
Identify workflow bottlenecks
Monitor restricted production areas
Improve worker safety oversight
Review operational incidents using recorded footage
Support quality control investigations
Modern industrial environments are increasingly integrating Video Analytics with centralized monitoring systems to automatically detect abnormal activity, restricted zone violations, and operational disruptions in real time.
When integrated with AI-powered analytics, manufacturers can significantly reduce manual monitoring efforts while improving operational visibility.
Improving Worker Safety Through Intelligent Surveillance
Worker safety remains one of the biggest priorities in industrial environments. Manufacturing facilities contain heavy machinery, forklifts, hazardous materials, and restricted operational zones that can create serious safety risks.
A smart factory surveillance system helps organizations proactively improve workplace safety.
With VMS for Manufacturing Plants, safety teams can monitor:
PPE compliance
Unsafe worker behavior
Entry into restricted zones
Slip and fall incidents
Emergency exit blockages
Forklift movement violations
Instead of manually reviewing surveillance footage, AI-powered monitoring systems can generate real-time alerts whenever predefined safety rules are violated.
This improves response times and helps organizations maintain stronger industrial safety compliance standards.
Real-time alerts combined with centralized visibility also support better coordination between plant management, safety officers, and security teams.
Warehouse Surveillance and Inventory Protection
Warehouses are critical operational areas where raw materials, finished products, and high-value inventory are stored. Limited visibility in warehouse operations can lead to inventory losses, theft, dispatch errors, and operational inefficiencies.
A robust VMS for Manufacturing Plants provides advanced warehouse surveillance capabilities that help organizations continuously monitor storage activities.
Key monitoring functions include:
Monitoring material movement
Tracking loading and unloading activities
Detecting unauthorized access
Reviewing inventory handling incidents
Monitoring forklift operations
Recording shipment preparation workflows
A Centralized Video Monitoring System enables warehouse managers to access live feeds and recorded footage from multiple storage zones using a single interface.
This becomes especially useful for manufacturing campuses operating multiple warehouses and distribution units.
Using multi-site video monitoring, organizations can manage surveillance across different facilities without requiring independent monitoring teams at every location.
Dispatch Area Security and Logistics Visibility
Dispatch areas are among the busiest operational sections in manufacturing facilities. Vehicle movement, shipment handling, material loading, and dispatch coordination happen continuously throughout the day.
Without proper surveillance, dispatch areas can become vulnerable to shipment disputes, unauthorized vehicle entry, operational delays, and material theft.
Implementing VMS for Manufacturing Plants strengthens dispatch area security by enabling centralized visibility into all dispatch operations.
Security and operations teams can monitor:
Vehicle entry and exit
Shipment loading verification
Unauthorized access attempts
Dock activity
Material handling procedures
Dispatch congestion or delays
Recorded video evidence also helps organizations investigate shipment discrepancies and resolve operational disputes more effectively.
By combining surveillance with intelligent analytics, manufacturers can automate alerts for unusual activity, unauthorized vehicle movement, or restricted zone violations.
Real-Time Monitoring with Intelligent Dashboards
One of the biggest advantages of modern VMS for Manufacturing Plants is the ability to manage surveillance through a unified real-time surveillance dashboard.
Instead of switching between disconnected systems, operators can monitor:
Live camera feeds
Event alerts
Camera health status
Recording storage usage
Incident notifications
Playback timelines
Multi-site monitoring panels
This centralized visibility improves operational efficiency and simplifies surveillance management across large industrial environments.
Modern industrial video management platforms also support role-based access control, enabling different teams to access only the monitoring functions relevant to their responsibilities.
For example:
Security teams can monitor intrusion alerts
Production managers can monitor production lines
Warehouse teams can review inventory movement
Plant administrators can access centralized reports
This improves collaboration while maintaining secure operational control.
Scalable Surveillance for Large Manufacturing Facilities
As manufacturing operations expand, surveillance infrastructure must scale accordingly.
Traditional CCTV systems often struggle to support growing camera networks, multiple facilities, and centralized management requirements.
A scalable VMS for Manufacturing Plants solves this challenge by supporting:
Thousands of camera streams
Multi-location monitoring
Centralized recording management
Remote monitoring access
Cloud or on-premise deployments
AI analytics integration
Future expansion without major infrastructure changes
Many enterprises are also adopting VSaaS to simplify remote surveillance management, centralized storage, and scalable monitoring across distributed manufacturing facilities.
This flexibility is particularly important for enterprises operating multiple manufacturing units, warehouses, and logistics hubs.
With advanced manufacturing security solutions, organizations can standardize surveillance operations across all facilities while maintaining centralized oversight.
AI Video Analytics in Manufacturing Surveillance
Modern surveillance is evolving beyond passive video recording.
Today, manufacturers increasingly rely on AI video analytics to automate monitoring and generate actionable operational insights.
AI-powered capabilities integrated with VMS for Manufacturing Plants can include:
PPE detection
Intrusion detection
Smoke and fire detection
Fall detection
Vehicle movement monitoring
Loitering detection
Unauthorized access alerts
Occupancy heatmaps
Operational anomaly detection
These intelligent analytics reduce dependency on manual monitoring while improving accuracy and response speed.
Manufacturers can shift from reactive surveillance to proactive operational intelligence.
Benefits of Implementing VMS for Manufacturing Plants
| Benefit | Description |
|---|---|
| Improved Operational Visibility | Centralized monitoring provides real-time visibility across production areas, warehouses, dispatch sections, and restricted operational zones. |
| Faster Incident Response | Operators can receive immediate alerts for safety violations, unauthorized access, equipment issues, and operational disruptions. |
| Reduced Downtime | Continuous monitoring helps identify machine stoppages, workflow bottlenecks, and abnormal activities before they impact production efficiency. |
| Enhanced Security | A centralized factory surveillance system strengthens protection against theft, unauthorized entry, and security breaches across manufacturing facilities. |
| Better Compliance Management | Recorded video evidence supports audits, safety investigations, compliance reporting, and industrial security documentation. |
| Simplified Multi-Site Monitoring | Organizations can centrally manage surveillance operations across multiple manufacturing plants, warehouses, and logistics facilities through a unified platform. |
| Smarter Decision-Making | AI-powered insights and operational video intelligence help management teams make faster and more informed industrial decisions. |
Conclusion
Modern manufacturing environments require more than basic CCTV monitoring. Organizations need centralized visibility, intelligent surveillance, operational awareness, and proactive monitoring across production, storage, and dispatch operations.
Katomaran Technologies provides advanced AI-powered surveillance solutions through intelligent VMS, Video Analytics, and VSaaS platforms that help manufacturing facilities improve operational visibility, strengthen industrial security, and centralize monitoring across multiple plant areas from a unified system.



